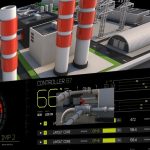
Otomasyon, bir işin insan ile makina arasında paylaşılmasıdır. Toplam işin paylaşım yüzdesi otomasyonun düzeyini belirler. İnsan gücün yoğun olduğu otomasyonsistemleri yarı otomatik, makinanın yoğun olduğu sistemler de tam otomatik olarak adlandırılırlar.Otomasyon içersinde birçok alt bölümler vardır. Bina otomasyonu, Makina otomasyonu, Proses otomasyonu ana başlıklar olarak kabul edilebilir. Proses otomasyonu ile makina otomasyonu birçok açıdan benzerlik gösterse de aslında tamamen farklıdır. Ortak kullanılan malzemeleri ve programları vardır. Ancak algoritmaları ve ulaşılmak istenilen hedefler farklıdır.Proses otomasyonu üretim aşamasında üretimi takip ve kontrol eder fakat hedef sadece bu değildir. Bu noktaya kadar makina otomasyonu ile benzerlik gösterir. Üretim esnasında toplanan veriler kaydedilip geriye dönük erişilebildiğinde ve toplanan bu veriler ile amaçlanan istatistik veriler elde edildiğinde proses otomasyonu amacına ulaşmış olacaktır.Proses otomasyonunu bölümlere ayrılmak gerekirse; takip, kontrol, kayıt, istatistik olarak 4 bölüme ayırabiliriz. Daha iyi anlaşılması için bu bölümleri örnek üzerinden açıklamaya çalışalım. Örneğimiz bir kojenerasyon tesisi olsun. Bu tesiste kömür’den buhar ve elektrik üretiyoruz. Dönüştürdüğümüz enerjileri tesisimizde üretim makinalarında kullanıyoruz. Tesisin ana elemanları kömür besleme ünitesi, kömür yakma ünitesi, su besleme sistemi, buhar şartlandırıcı sistemler, türbin ve jeneratör grubu, yük atma sistemidir. Genel uygulamada türbin ve jeneratör için ayrı bir otomasyon sistemi, Yük atma için ayrı bir otomasyon sistemi, Kazan ve diğer üniteler için de ayrı bir otomasyon sistemi kullanılır. Örneğimizde kazan ve diğer üniteler için hazırlanacak otomasyon sistemini inceleyeceğiz.
TAKİP
Kazan otomasyon sisteminde oldukça fazla izlenmesi gereken nokta vardır. Takibi yapılan noktaların her biri son derece kritik operasyonların yönetimini sağlayacaktır. Bu sebeple birçok ölçüm noktası çok sayıda ölçü aleti ile ölçülerek karşılaştırılmalıdır. Örneğin yanma odasında 1’den çok sıcaklık ölçümü yapılır. Aynı yükseklikte birçok sıcaklık sensörü ile yanmanın her noktada eşit olduğu gözlenirken farklı yükseklikte başka sensörler ile baca gazı fanının yeterli hızda çalıştığı kontrol edilir. Üretim için takip edilen bu değerler içersinde en önemliler; elektrik, buhar ve baca’dan çıkan gazların ölçülmesidir. Zira başarılı bir üretimin sonucu bu bilgiler ile ortaya çıkacaktır. Baca gazının sıcak olması yakıtın bir kısmını enerjiye dönüştüremediğimizi gösterdiği gibi oksijen miktarının fazlalığı taze hava fanının yüksek devirde çalıştığını gösterir. Bu değerler maliyetimizi etkilediği gibi çevreye verdiğimiz zarar ile geleceğimizi de etkileyecektir. Küresel ısınmaya bu denli katkıda bulunduğumuz düşünülürse en önemli ölçüm noktası atmosfere bıraktığımız gazlar olacaktır.KONTROLMuhtelif ölçü aletleri ile topladığımız veriler PLC tarafından işlenip kazanın en iyi şekilde çalışması sağlanır. Bu tür sistemlerde kontrol noktaları kendi içerisinde kontrol edildiği gibi tesisin genelindeki durumlar da kontrol algoritmasında değerlendirilir. Örneğimizi açıklarken tesis için üç ana otomasyon gurubu oluşturmuştuk. Anlatımımıza konu olan kazan sistemi üreteceği buhar bilgisini türbinin ihtiyaç duyacağı buhar miktarına göre ayarlar. Türbin ise jeneratörün o da yük atma sisteminden gelen işletmenin ihtiyacı olan elektrik bilgisine göre çalışacaktır. Buhar üretiminde artış belli bir sürenin sonunda mümkün olacağı için elektrik üretiminde artış emri ilk olarak kazan otomasyonuna bildirilir. Proses otomasyonunda birçok otomasyon sistemleri benzer şekilde birbirlerine entegre olarak çalışır. Bu entegrasyon ise her zaman anlatıldığı gibi kolay olmaz.
KAYIT
Proses otomasyonun en önemli bölümüdür. Üretim esnasında oluşan değerler önceliklerine göre uygun kalıpta kaydedilmelidir. Kayıt operasyonunda yapılan en büyük hata kayıt sisteminin daha sonra bilgilere erişmekte gösterdiği dirençtir. Projenin başında geriye dönük erişmek istediğimiz verileri ve doğru kalıbı belirlemeliyiz. Scada, proses otomasyonun en temel yazılımıdır. Scada programları verileri kaydetmek için Sql server programı ile database’ler oluşturur. Genel algoritma, otomasyon sistem değişkenlerinin belli periyotlarda database’e yazılması şeklinde olur. Ancak bu yöntem data miktarının artmasının yanı sıra geriye dönük erişim güçlüğünü de beraberinde getirir. Birçok otomasyon projesinde bu sorun Excel’e veri aktarmak ile çözülmeye çalışılır. Konuyu birkaç örnek ile açıklayalım: Bir ilaç üretim tesisi ürettiği her harmanın üretimi esnasında oluşan değerleri kaydetmek ve daha sonra erişmek ister. Bu tesis reçetenin yüklenmesi ile veri kaydına başlar. Üretimin tamamlanması ile oluşan değerler Excel’e aktarılır. Farklı bir üretimde ise otomasyon değişkenleri grafik üzerinden takip edilir. Geriye dönük veriler grafik üzerinden erişilebilir. Bu yöntemler ile saklanan verilere erişmek daha sonra açıklayacağımız istatistik elde etme amacına hizmet etmez. Kısa süreli geri dönüşlerde bilgi edinmemizi sağlasa bile sonuçlara varmamızı engeller.Doğru yapılmış bir otomasyon sisteminde tüm veriler database’e daha sonra erişmek istediğimiz kalıpta kaydedilmelidir. Scada programları Vb ve C# script komutları ile database yönetim ve kayıt imkanlarını kullanıcılarına sunar. Aynı yöntemle eski kayıtları database’den getirme ve Excel’e aktarma da yapılabilir. İlaç üreten tesis örneğimizde olduğu gibi üretimin tamamlanması ile oluşan değerler Scada script fonksiyonu ile database’e aktarılır. Tüm üretimler aynı database içersinde olacağından dolayı bilgiye erişmek ve sonuçlar üretmek daha kolay olacaktır.
İSTATİSTİK
Çok fazla önemsiyor olmamıza rağmen uygulama güçlüğünden dolayı terk etmek zorunda kaldığımız bu program modülü sanıldığı kadar zor değildir. Bu modül otomasyon adı altında yaptığımız her şeyin sonucuna ulaşmamızı sağlayacaktır. Kojenerasyon tesisi örneğimizde belli periyot da kaydettiğimiz veriler, bize bir çok kayıpları kapatmanın yollarını göstereceği gibi çevreye verdiğimiz zararı da azaltmamızı sağlayacaktır. Tek bir tuşa basarak buhar üretiminin hangi saatlerde fazla hangi saatlerde yetersiz olduğunu görebilirsiniz. Uzun süredir kaydettiğiniz veriler içersinde baca gazı değerlerinin çevreci olmadığı zamanları ve etkenleri görebilirsiniz. Tüm bu bilgilere zaten standart Scada programları tarafından database’e kaydediliyor. İhtiyacınıza olan ücretsiz dağıtılan Sql Server Management Studio Express programı ve doğru hazırlanmış Sql sorgusudur.Sql server’ın doğasında verilere geriye dönük ve istatistik erişim vardır. Öyleyse neden yeterince faydalanmıyoruz. Bilgisayar ve internet programcıları Sql server’ı aktif olarak kullanırlar. Ancak otomasyon yazılımları branşları dışında olduğu için katkı sağlayamazlar. Otomasyoncular ise kullandıkları her Scada programında Sql server bulunmasına rağmen, Sql server işlemleri otomatik olarak yapıldığı için daha fazla bilgi edinme gereği duymazlar. Oysa başarılı bir otomasyon sistemi kurmak için ihtiyaç duydukları bilginin küçük bir kısmı kadar Sql server bilgisine sahip olsalar proje amacına ulaşmış ve tüm istatistik veriler elde edilebilir olacaktır. Birkaç günlük eğitim ile elde edilecek bu bilgi bir ömür boyu bir adım önde olmalarını sağlayacaktır.
SONUÇ
Tüm projelerde olduğu gibi başarı ekip çalışmasının bir sonucudur. Proses otomasyonunda da aynı ekip iş başındadır. Müşteri ihtiyacı olan otomasyon sisteminin her türlü veriyi kaydetmesini ister. Henüz veriye nasıl erişeceğini planlamamıştır. Otomasyoncu müşterinin isteklerini eksiksiz yapmaya çalışır. Otomasyon işi biter veriler kayıt edilir, bir süre sonunda toplanan veriler içinden çıkılmayacak kadar artar. Bu verileri analiz eden başka bir programa ihtiyaç duyulur. Fakat veriler uygun kalıpta kayıt edilmemiştir. İstatistik modülü üretimi durdurmadığı için hep akıldadır ancak maliyetlerden dolayı hiç yaptırılamaz.Bu yazıda istatistik işlemlerin maliyet oluşturmadığını tek ihtiyaç duyulanın doğru başlangıç olduğunu anlatmaya çalıştım. Müşteri ihtiyaçlarını sondan başlayarak planlamalıdır. Toplanan verilerden ne yapmak istiyorsa ilk önce onu ortaya koymalı ve bu sonuca ulaştıracak kayıt sistemini belirlemede otomasyon partnerinden yardım almalıdır. Doğru planlama sonucunda ekstra maliyet olmadan istatistiksel sonuçlara ulaşmamız mümkün olacaktır. Doğru verilere kolaylıkla erişebilirsek daha rekabetçi ve teknoloji yarışında önlerde olabiliriz.